В
В мире НК
Guest
Акустические характеристики металла в зоне стыков электроконтактной сварки рельсов
Об авторах
Необходимо войти для просмотра
Гурвич Анатолий Константинович
Профессор кафедры «Методы и приборы НК» ПГУПС, д. т. н.
Необходимо войти для просмотра
Ахметова Асем Абдижалиевна
Аспирантка кафедры «Методы и приборы НК» ПГУПС, гражданка Республики Казахстан.
Научное направление - развитие методологии УЗК рельсов при их эксплуатации и сварке
Необходимо войти для просмотра
Вопилкин Алексей Харитонович
Генеральный директор ООО «НПЦ «ЭХО+»,
г. Москва, д. т. н., профессор Научные интересы - методы и средства определения параметров дефектов, разработка ультразвуковых автоматизированных систем с когерентной обработкой данных
Электроконтактная сварка - основной способ сварки рельсов на стационарных рельсосварочных предприятиях (РСП) и в полевых условиях посредством передвижных рельсосварочных машин (ПРСМ) [1, 2]. В СССР (государствах СНГ) с 1961 г. был введен обязательный приемочный УЗК каждого сварного стыка рельса по методике и технологии, разработанным в НИИ мостов ЛИИЖТ [3 - 5].
В процессе ввода в эксплуатацию (1964 г.) первых ультразвуковых дефектоскопов сплошного контроля рельсов УЗД-НИИМ-6М с имитаторами дефектов для настройки чувствительности зеркально-теневых каналов [5, 6] на каждом сварном стыке в телефонных наушниках прослушивался звуковой сигнал, присущий факту обнаружения дефекта. Однако причиной появления звуковых сигналов оказалось ослабление амплитуды донного сигнала структурой металла в зоне сварного стыка [4 - 7].
Ослабления донного сигнала, вызываемые рассеянием ультразвука на структуре металла в области сварного стыка, были соизмеримы, а иногда превышали ослабления, вызываемые внутренними дефектами сварки. Учитывая неизбежность этого явления, ослабления донных сигналов на сварных стыках были отнесены к классу систематических помех, а стыки электроконтактной сварки рельсов признаны контроленепригодными эхо- и зеркальнотеневым методами посредством прямых преобразователей с поверхности катания рельсов [3, 4].
В 1972 г. в НИИ мостов ЛИИЖТ проводились первые исследования влияния структуры металла в области сварного стыка рельса на распространение продольной и поперечной волн. Для исследований был подготовлен специальный образец рельса типа Р50 с бездефектным сварным стыком в середине и двумя срезами по торцам, нормальными к акустической оси наклонных преобразователей с углом ввода луча 50° и 65°; боковые выступающие части головки рельсов были удалены с целью устранения «отсоса» продольной волны, излучаемой в шейку прямым преобразователем с поверхности катания рельса (рис. 1).
В процессе исследований амплитуд первых донных сигналов зав. лабораторией Л. И. Кузьминой был обнаружен феноменальный «всплеск» амплитуды донного сигнала в сечении стыковки торцов рельсов: амплитуда превышала олее чем в два раза (на ≈ 7 дБ!) амплитуду донных сигналов в основном металле рельсов (рис. 1). Создавалось впечатление, что в донную поверхность рельса кем-то встроен «переизлучатель» с усилителем донного сигнала. Объяснить столь аномальное явление никто из специалистов в ультразвуковой дефектоскопии в те времена не взялся. Образец сварного стыка был признан «музейным экспонатом», взят под «особую сохранность» и каким-то образом выстоял 38 лет на столе в кабинете Л. И. Кузьминой, очевидно, в ожидании ультразвуковой диагностики, результаты которой, в основном, и изложены в данной статье.
Об авторах
Необходимо войти для просмотра
Гурвич Анатолий Константинович
Профессор кафедры «Методы и приборы НК» ПГУПС, д. т. н.
Необходимо войти для просмотра
Ахметова Асем Абдижалиевна
Аспирантка кафедры «Методы и приборы НК» ПГУПС, гражданка Республики Казахстан.
Научное направление - развитие методологии УЗК рельсов при их эксплуатации и сварке
Необходимо войти для просмотра
Вопилкин Алексей Харитонович
Генеральный директор ООО «НПЦ «ЭХО+»,
г. Москва, д. т. н., профессор Научные интересы - методы и средства определения параметров дефектов, разработка ультразвуковых автоматизированных систем с когерентной обработкой данных
Электроконтактная сварка - основной способ сварки рельсов на стационарных рельсосварочных предприятиях (РСП) и в полевых условиях посредством передвижных рельсосварочных машин (ПРСМ) [1, 2]. В СССР (государствах СНГ) с 1961 г. был введен обязательный приемочный УЗК каждого сварного стыка рельса по методике и технологии, разработанным в НИИ мостов ЛИИЖТ [3 - 5].
В процессе ввода в эксплуатацию (1964 г.) первых ультразвуковых дефектоскопов сплошного контроля рельсов УЗД-НИИМ-6М с имитаторами дефектов для настройки чувствительности зеркально-теневых каналов [5, 6] на каждом сварном стыке в телефонных наушниках прослушивался звуковой сигнал, присущий факту обнаружения дефекта. Однако причиной появления звуковых сигналов оказалось ослабление амплитуды донного сигнала структурой металла в зоне сварного стыка [4 - 7].
Ослабления донного сигнала, вызываемые рассеянием ультразвука на структуре металла в области сварного стыка, были соизмеримы, а иногда превышали ослабления, вызываемые внутренними дефектами сварки. Учитывая неизбежность этого явления, ослабления донных сигналов на сварных стыках были отнесены к классу систематических помех, а стыки электроконтактной сварки рельсов признаны контроленепригодными эхо- и зеркальнотеневым методами посредством прямых преобразователей с поверхности катания рельсов [3, 4].
Необходимо войти для просмотра
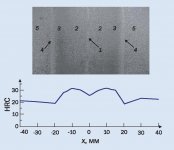
Рис. 1. Распределение амплитуд донных сигналов по длине стыка электроконтактной сварки рельсов типа Р50: а - эскиз образца сварного стыка рельсов типа Р50 с удаленными боковыми частями головки рельсов: (1 - 7 - позиции ПЭП на сварном стыке при измерении амплитуд донных сигналов; 4 - позиция ПЭП на сечении стыковки торцов рельсов); б - огибающая амплитуд донных сигналов
Рис. 1. Распределение амплитуд донных сигналов по длине стыка электроконтактной сварки рельсов типа Р50: а - эскиз образца сварного стыка рельсов типа Р50 с удаленными боковыми частями головки рельсов: (1 - 7 - позиции ПЭП на сварном стыке при измерении амплитуд донных сигналов; 4 - позиция ПЭП на сечении стыковки торцов рельсов); б - огибающая амплитуд донных сигналов
В 1972 г. в НИИ мостов ЛИИЖТ проводились первые исследования влияния структуры металла в области сварного стыка рельса на распространение продольной и поперечной волн. Для исследований был подготовлен специальный образец рельса типа Р50 с бездефектным сварным стыком в середине и двумя срезами по торцам, нормальными к акустической оси наклонных преобразователей с углом ввода луча 50° и 65°; боковые выступающие части головки рельсов были удалены с целью устранения «отсоса» продольной волны, излучаемой в шейку прямым преобразователем с поверхности катания рельса (рис. 1).
В процессе исследований амплитуд первых донных сигналов зав. лабораторией Л. И. Кузьминой был обнаружен феноменальный «всплеск» амплитуды донного сигнала в сечении стыковки торцов рельсов: амплитуда превышала олее чем в два раза (на ≈ 7 дБ!) амплитуду донных сигналов в основном металле рельсов (рис. 1). Создавалось впечатление, что в донную поверхность рельса кем-то встроен «переизлучатель» с усилителем донного сигнала. Объяснить столь аномальное явление никто из специалистов в ультразвуковой дефектоскопии в те времена не взялся. Образец сварного стыка был признан «музейным экспонатом», взят под «особую сохранность» и каким-то образом выстоял 38 лет на столе в кабинете Л. И. Кузьминой, очевидно, в ожидании ультразвуковой диагностики, результаты которой, в основном, и изложены в данной статье.