В
В мире НК
Guest
Выявление, идентификация и изменение размеров плоскостных дефектов с применением технологии TOFD
Об авторах
Сотрудники Украинского научноисследовательского института неразрушающего контроля (УкрНИИНК), г. Киев:
Необходимо войти для просмотра
Радько Виталий Игнатьевич
Заместитель директора, к. т. н.,
специалист III уровня по UT, MT, PT, VT
Необходимо войти для просмотра
Заплотинский Игорь Андреевич
Главный специалист по технологии НК,
специалист III уровня по UT, MT
Необходимо войти для просмотра
Галаненко Денис Валерьевич
Начальник бюро перспективных разработок НПФ «Промприбор», г. Москва
Специалист III уровня по UT, AT
Проблема выявления, идентификации и измерения размеров плоскостных дефектов, в первую очередь трещин в различных деталях и изделиях, является одной из наиболее актуальных для НК. Эта проблема еще больше усложняется в том случае, когда проведение контроля возможно только с одной из поверхностей детали (например, при эксплуатационном контроле различных трубопроводов, сосудов, корпусного оборудования с ограниченным доступом к внутренней поверхности) с целью выявления трещин, расположенных в районе противоположной (внутренней) поверхности как в основном металле, так и в сварных швах.
Одним из наиболее характерных примеров таких деталей являются гнутые элементы труб (гибы, отводы) трубопроводов ТЭС и АЭС, работающие при высокой температуре и под внутренним давлением, т. е. в условиях высоких знакопеременных напряжений. По этой причине гибы склонны к разрушениям, и достоверный контроль их состояния - основное средство обеспечения надежности и безопасности эксплуатации оборудования. Зоны повреждения гибов, работающих в водной среде, - внутренняя поверхность преимущественно в зоне нейтралей, подверженных воздействию высокой температуры, - растянутая зона. Наиболее эффективно контроль этих зон осуществляется ультразвуковым методом НК.
В 1965 - 1970 гг. был разработан ряд нормативных документов, в которых рассматривался вопрос контроля гибов различных толщин и диаметров. Одной из первых в 1970 г. начала применяться инструкция по контролю гибов толщиной 7 - 12 мм из перлитной стали, предусматривающая применение пьезоэлектрических преобразователей (ПЭП) с рабочей поверхностью, притертой под наружный диаметр трубы. Однако критерии ориентации ПЭП по углу ввода в этой инструкции отсутствовали, из-за чего не обеспечивалось надежное выявление трещин в гибах: наблюдались повреждения гибов после проведения контроля.
В 1978 г. начались работы над новой инструкцией, которая была введена в действие в 1981 г. как широко известная и действующая до сих пор И № 23 СД-80 (РД 34.17.418). В этой инструкции впервые были сформулированы требования к метрологическому обеспечению УЗК гибов: нормированы требования к преобразователям, образцам и приведены нормированные комплексные характеристики акустического тракта, даны расчеты углов призмы преобразователей для обеспечения требуемого угла встречи с дефектом. При опробовании методики на реальных гибах она показала более высокую достоверность в сравнении с другими разработанными на то время методиками в части выявления трещин на внутренней поверхности гибов. Методика построена на применении схемы прозвучивания, обеспечивающей угол встречи 45° с дефектом типа трещины, расположенном на внутренней поверхности гиба. Контроль по схеме с углом встречи 45° предусматривался для гибов с отношением толщины стенки к наружному диаметру до 0,17. В связи с этим в 1987 г. было выпущено изменение к И № 23 СД-80, предписывающее УЗК гибов труб с отношением толщины стенки к наружному диаметру более 0,17. При этом угол встречи луча с дефектом должен быть 90°. Однако при практическом контроле в соответствии с этим изменением имели место пропуски дефектов, а также перебраковки, поэтому в вышедшем в 1985 г. «Положении об оценке ресурса, порядке контроля и замены гибов» РД 34.17.417 предусматривалась процедура корректировки чувствительности УЗК. В 1985 г. также вышел и начал применяться на котельных заводах для входного контроля труб ОСТ 108.885.01, регламентирующий в том числе методику УЗК труб, который был разработан с учетом требований ГОСТ 17410 и инструкции И № 23 СД- 80. Приемы контроля, предусмотренные в ОСТ 108.885.01, позволяли в гибах и трубах выявлять технологические дефекты трубного производства (прежде всего - закаты) за счет применения нормальных преобразователей.
В 1983 г. предприятием Уралтехэнерго была проведена работа по исследованию демонтированных при ремонтах дефектных гибов с целью определения достоверности контроля и выявляемости методом УЗК дефектов различной формы и ориентации. Установлено, что лучше выявляются дефекты типа углового отражателя, т. е. трещины и другие плоскостные дефекты, например, рисы, длинные задиры, закаты; объемные дефекты выявляются значительно хуже. Так, выявляемость язв, питингов составляет до 40 %, ножевой коррозии, борозд - от 60 до 75 %, трещин - до 90 %. Таким образом, выявляемость начального процесса растрескивания (стадия образования цепочек язв, являющихся местом зарождения и развития трещин) низкая, что не удовлетворяет идеологии контроля в соответствии с РД 34.17.417, где предусмотрены «контрольные группы» гибов, по состоянию которых оцениваются другие гибы на данном объекте. Для возможности выявления трещин в гибах на стадии их зарождения был ужесточен уровень браковки. Это привело к тому, что рисы на внутренней поверхности труб, допустимые по действующим в трубной промышленности ТУ, очень часто браковались при проведении входного контроля труб (гибов) на предприятиях Минэнерго. При этом еще и обострилась проблема идентификации рис и трещин на внутренней поверхности гибов.
Существенным недостатком рассмотренных выше нормативных документов по УЗК гибов является то, что оценка качества гибов труб производится только по амплитудному признаку (эхо-сигнал от дефекта больше или меньше эхо-сигнала от зарубки), без определения размеров дефектного поля и высоты трещин. Последнее имеет очень важное значение, так как в настоящее время на базе механики разрушений в практику вошли расчеты допустимости эксплуатации трубопроводов, а также другого оборудования с трещинами на внутренней поверхности в зависимости от измеренной высоты трещин. Естественно, что эксплуатация такого оборудования с трещинами на внутренней поверхности возможна только при наличии аппаратуры, позволяющей контролировать процесс развития трещин и при этом измерять их размеры (в первую очередь высоту) с точностью, достаточной для поверочных расчетов.
Еще одним ярким примером дефектов, расположенных в подповерхностных слоях изделий, являются поднаплавочные трещины в плакированных трубопроводах и корпусном оборудовании АЭС. Эти трещины зарождаются на границе раздела антикоррозионной наплавки с основным металлом оборудования или перлитной частью сварных швов и идут перпендикулярно к границе раздела в перлитный металл. Актуальна также проблема идентификации поднаплавочных трещин, т. к. в корне сварного шва могут находиться также и другие дефекты - непровары, несплавления, шлаковые включения (рис. 1). Измерение высоты поднаплавочных трещин является важнейшей задачей, позволяющей принимать обоснованные решения о ремонте оборудования или его дальнейшей эксплуатации при условии наблюдения за выявленной трещиной.
Об авторах
Сотрудники Украинского научноисследовательского института неразрушающего контроля (УкрНИИНК), г. Киев:
Необходимо войти для просмотра
Радько Виталий Игнатьевич
Заместитель директора, к. т. н.,
специалист III уровня по UT, MT, PT, VT
Необходимо войти для просмотра
Заплотинский Игорь Андреевич
Главный специалист по технологии НК,
специалист III уровня по UT, MT
Необходимо войти для просмотра
Галаненко Денис Валерьевич
Начальник бюро перспективных разработок НПФ «Промприбор», г. Москва
Специалист III уровня по UT, AT
Проблема выявления, идентификации и измерения размеров плоскостных дефектов, в первую очередь трещин в различных деталях и изделиях, является одной из наиболее актуальных для НК. Эта проблема еще больше усложняется в том случае, когда проведение контроля возможно только с одной из поверхностей детали (например, при эксплуатационном контроле различных трубопроводов, сосудов, корпусного оборудования с ограниченным доступом к внутренней поверхности) с целью выявления трещин, расположенных в районе противоположной (внутренней) поверхности как в основном металле, так и в сварных швах.
Одним из наиболее характерных примеров таких деталей являются гнутые элементы труб (гибы, отводы) трубопроводов ТЭС и АЭС, работающие при высокой температуре и под внутренним давлением, т. е. в условиях высоких знакопеременных напряжений. По этой причине гибы склонны к разрушениям, и достоверный контроль их состояния - основное средство обеспечения надежности и безопасности эксплуатации оборудования. Зоны повреждения гибов, работающих в водной среде, - внутренняя поверхность преимущественно в зоне нейтралей, подверженных воздействию высокой температуры, - растянутая зона. Наиболее эффективно контроль этих зон осуществляется ультразвуковым методом НК.
В 1965 - 1970 гг. был разработан ряд нормативных документов, в которых рассматривался вопрос контроля гибов различных толщин и диаметров. Одной из первых в 1970 г. начала применяться инструкция по контролю гибов толщиной 7 - 12 мм из перлитной стали, предусматривающая применение пьезоэлектрических преобразователей (ПЭП) с рабочей поверхностью, притертой под наружный диаметр трубы. Однако критерии ориентации ПЭП по углу ввода в этой инструкции отсутствовали, из-за чего не обеспечивалось надежное выявление трещин в гибах: наблюдались повреждения гибов после проведения контроля.
В 1978 г. начались работы над новой инструкцией, которая была введена в действие в 1981 г. как широко известная и действующая до сих пор И № 23 СД-80 (РД 34.17.418). В этой инструкции впервые были сформулированы требования к метрологическому обеспечению УЗК гибов: нормированы требования к преобразователям, образцам и приведены нормированные комплексные характеристики акустического тракта, даны расчеты углов призмы преобразователей для обеспечения требуемого угла встречи с дефектом. При опробовании методики на реальных гибах она показала более высокую достоверность в сравнении с другими разработанными на то время методиками в части выявления трещин на внутренней поверхности гибов. Методика построена на применении схемы прозвучивания, обеспечивающей угол встречи 45° с дефектом типа трещины, расположенном на внутренней поверхности гиба. Контроль по схеме с углом встречи 45° предусматривался для гибов с отношением толщины стенки к наружному диаметру до 0,17. В связи с этим в 1987 г. было выпущено изменение к И № 23 СД-80, предписывающее УЗК гибов труб с отношением толщины стенки к наружному диаметру более 0,17. При этом угол встречи луча с дефектом должен быть 90°. Однако при практическом контроле в соответствии с этим изменением имели место пропуски дефектов, а также перебраковки, поэтому в вышедшем в 1985 г. «Положении об оценке ресурса, порядке контроля и замены гибов» РД 34.17.417 предусматривалась процедура корректировки чувствительности УЗК. В 1985 г. также вышел и начал применяться на котельных заводах для входного контроля труб ОСТ 108.885.01, регламентирующий в том числе методику УЗК труб, который был разработан с учетом требований ГОСТ 17410 и инструкции И № 23 СД- 80. Приемы контроля, предусмотренные в ОСТ 108.885.01, позволяли в гибах и трубах выявлять технологические дефекты трубного производства (прежде всего - закаты) за счет применения нормальных преобразователей.
В 1983 г. предприятием Уралтехэнерго была проведена работа по исследованию демонтированных при ремонтах дефектных гибов с целью определения достоверности контроля и выявляемости методом УЗК дефектов различной формы и ориентации. Установлено, что лучше выявляются дефекты типа углового отражателя, т. е. трещины и другие плоскостные дефекты, например, рисы, длинные задиры, закаты; объемные дефекты выявляются значительно хуже. Так, выявляемость язв, питингов составляет до 40 %, ножевой коррозии, борозд - от 60 до 75 %, трещин - до 90 %. Таким образом, выявляемость начального процесса растрескивания (стадия образования цепочек язв, являющихся местом зарождения и развития трещин) низкая, что не удовлетворяет идеологии контроля в соответствии с РД 34.17.417, где предусмотрены «контрольные группы» гибов, по состоянию которых оцениваются другие гибы на данном объекте. Для возможности выявления трещин в гибах на стадии их зарождения был ужесточен уровень браковки. Это привело к тому, что рисы на внутренней поверхности труб, допустимые по действующим в трубной промышленности ТУ, очень часто браковались при проведении входного контроля труб (гибов) на предприятиях Минэнерго. При этом еще и обострилась проблема идентификации рис и трещин на внутренней поверхности гибов.
Существенным недостатком рассмотренных выше нормативных документов по УЗК гибов является то, что оценка качества гибов труб производится только по амплитудному признаку (эхо-сигнал от дефекта больше или меньше эхо-сигнала от зарубки), без определения размеров дефектного поля и высоты трещин. Последнее имеет очень важное значение, так как в настоящее время на базе механики разрушений в практику вошли расчеты допустимости эксплуатации трубопроводов, а также другого оборудования с трещинами на внутренней поверхности в зависимости от измеренной высоты трещин. Естественно, что эксплуатация такого оборудования с трещинами на внутренней поверхности возможна только при наличии аппаратуры, позволяющей контролировать процесс развития трещин и при этом измерять их размеры (в первую очередь высоту) с точностью, достаточной для поверочных расчетов.
Необходимо войти для просмотра
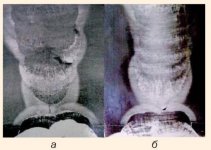
Рис. 1. Поднаплавочная трещина и непровар в корне перлитной части сварного шва плакированного трубопровода Ду 800 мм (макрошлифы)
Рис. 1. Поднаплавочная трещина и непровар в корне перлитной части сварного шва плакированного трубопровода Ду 800 мм (макрошлифы)
Еще одним ярким примером дефектов, расположенных в подповерхностных слоях изделий, являются поднаплавочные трещины в плакированных трубопроводах и корпусном оборудовании АЭС. Эти трещины зарождаются на границе раздела антикоррозионной наплавки с основным металлом оборудования или перлитной частью сварных швов и идут перпендикулярно к границе раздела в перлитный металл. Актуальна также проблема идентификации поднаплавочных трещин, т. к. в корне сварного шва могут находиться также и другие дефекты - непровары, несплавления, шлаковые включения (рис. 1). Измерение высоты поднаплавочных трещин является важнейшей задачей, позволяющей принимать обоснованные решения о ремонте оборудования или его дальнейшей эксплуатации при условии наблюдения за выявленной трещиной.