denviktorovich
Специалист
- Регистрация
- 10.02.2020
- Сообщения
- 296
- Реакции
- 36
Спросите у Снеллиуса, какой угол будет в алюминии
Не много ль будет?5 МГц
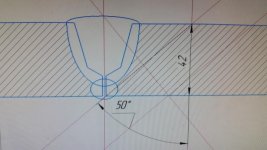
С ломаным скосом кромок. Как собираетесь несплавления с кромками выявлять? По-хорошему одним ПЭП не обойтись и совсем не простой контроль получается.ГОСТ 14806-80 С24
По какому документу контроль?Настраиваемся на Плоскодонное отверстие 3.5 мм
Спросите у Снеллиуса, какой угол будет в алюминии
Не много ль будет?
С ломаным скосом кромок. Как собираетесь несплавления с кромками выявлять? По-хорошему одним ПЭП не обойтись и совсем не простой контроль получается.
По какому документу контроль?
Крайне не приятный контроль.
В КД контроль по ГОСТ Р 55724.
Углы,думаю по образцу находить,из АМг6 будет.
На каждый скос фаски свой датчик надо.
Хотел предложить заказчику УЗК на Радиографический заменить
Это только схема контроля. Общая схема. А конкретно чувствительность, настройка и образцы должны быть указаны в других документах. Документах на конкретную продукцию. Или на конкретный тип продукции. Или в отраслевых документах, в которых будет указано что и каким образом контролироватьВ КД контроль по ГОСТ Р 55724.
Шов с ломаным скосом кромок. С выявлением несплавлений тоже не простоПо поводу радиографии
Вот такие проектировщики. Пишут чЁ попало, не читая и не понимая. Название вроде похожееВ КД контроль по ГОСТ Р 55724
У алюминия есть нюанс. Скорость продольной волны немного больше чем в стали, а скорость поперечной - немного меньше. Соответственно, угол ввода наклонного ПЭП будет немного меньше. С нижним скосом вроде не сложно, а с верхним... Может, усиление в ноль снятьУглы,думаю по образцу находить,из АМг6 будет
Это только схема контроля. Общая схема. А конкретно чувствительность, настройка и образцы должны быть указаны в других документах. Документах на конкретную продукцию. Или на конкретный тип продукции. Или в отраслевых документах, в которых будет указано что и каким образом контролировать
Нужно отраслевые доки посмотреть. Вот сомневаюсь я, что для данного материала, данной толщины УЗК будет указано.
Подробнее в каком объекте шов.
У алюминия есть нюанс. Скорость продольной волны немного больше чем в стали, а скорость поперечной - немного меньше. Соответственно, угол ввода наклонного ПЭП будет немного меньше. С нижним скосом вроде не сложно, а с верхним... Может, усиление в ноль снять
если усиление снимается с двух сторон, то это детский контроль- там вообще нет никаких вопросов. надо два угла (50 и 70 градусов, особенно ничего считать не нужно- все одно точнее не будет), можно контролировать только в прямом луче с двух сторон, но это не обязательно, по желанию.Усиление снимается с 2-Х сторон
а как по мне все с точностью до наоборот. что в стали, что в алюминии рентген несплавления по кромкам плохо видит, а это частый и опасный дефект сварки. тоже и к трещинам относится. есть у алюминия проблема с окисными пленами и тоже обычно по разделке, но тут и ультразвук плохо видит (эту проблему решают технологией сварки).Если позволяет конструкция изделия провести рентген, не задумываясь лучше провести его. Благо аппарат нужен со смешным напряжением - 100кВ. Чё-то связываться с ультразвуком на таком шве выглядит крайне сомнительной затеей.
???надо два угла (50 и 70 градусов, особенно ничего считать не нужно- все одно точнее не будет)
Для 30 градусов кроме поперечной волны еще и продольная будет и в стали и в алюминии. Для 75 на большом угле призмы разница углов ввода в сталь и алюминий будет существенной, градуса 4 примерно. Достаточно, чтобы промахнуться и не получить сигнал от кромочного несплавления. Если брать 70 гр. ПЭП, на алюминии будет примерно на 3 гр. меньше. С 15 гр. кромкой 8 гр. разница. Очень многоособенно ничего считать не нужно- все одно точнее не будет
хорошо, если как в аптеке, то можно взять 75 и 30 градусов, наличие продольной волны не очень значимо, если валиков нет. углы для кромок, конечно, актуальны, но если есть несплавления, то они будут видны на любых углах. другое дело, если для формальной браковки хватать не будет нескольких дБ, то можно поиграться с углами.Углы скоса кромок для С24 15 и 60 градусов . Стало быть, ПЭПы нужны 75 и 30 градусов
алюминий для контроля лучше чем сталь- затухание меньше. проблема при контроле возникает с окисными пленами, их ультразвуком не видно. кое-какое отражение есть, но по нашим браковочным уровням контролировать не получится. окисные плены и рентгеном не видны. а в остальном все как в стали: тонкое лучше рентгеном, а толстое УЗК.Надо бы посмотреть конечно как себя ведёт УЗК в алюминии
1. Твое сообщение "Нормы оценки по ГОСТ Р 54892-2012 ". По данному документу на толщине более 40 мм плоскодонка диаметром 5 мм.Настраиваемся на Плоскодонное отверстие 3.5 мм
Вопросы:на какой глубине отверстие располагать (на сдвоенной толщине или на одинарной достаточна).использовать иной ПЭП?
алюминий для контроля лучше чем сталь- затухание меньше. проблема при контроле возникает с окисными пленами, их ультразвуком не видно. кое-какое отражение есть, но по нашим браковочным уровням контролировать не получится. окисные плены и рентгеном не видны. а в остальном все как в стали: тонкое лучше рентгеном, а толстое УЗК.
если усиление снимается с двух сторон, то это детский контроль- там вообще нет никаких вопросов. надо два угла (50 и 70 градусов, особенно ничего считать не нужно- все одно точнее не будет), можно контролировать только в прямом луче с двух сторон, но это не обязательно, по желанию.
У алюминия есть нюанс. Скорость продольной волны немного больше чем в стали, а скорость поперечной - немного меньше. Соответственно, угол ввода наклонного ПЭП будет немного меньше. С нижним скосом вроде не сложно, а с верхним... Может, усиление в ноль снять