AKA-Scan
Профессионал
это специфическая нержавейка - она ржавеет на ура и по последним данным магнитится 12Х12М1БФЗ-Ш (ЭП450Ш)
Так или иначе от Вас нужны образцы, пока чудес обещать не буду. Если есть возможность-присылайте!
это специфическая нержавейка - она ржавеет на ура и по последним данным магнитится 12Х12М1БФЗ-Ш (ЭП450Ш)
") ).
). Раз уж влез в это дело, поразмыслю. Есть пленки. 100% швов измерять не надо. Необходимо выбрать самые светлые участки. Или, максимум, одно место на каждой сомнительной пленке с наименьшей оптической плотностью. И подготовить это место под толщинометрию. Имея данные по толщинометрии и данные по оптической плотности можно очень сильно сократить объем работ. Т.е. Данные по толщинометрии необходимо связывать с оптической плотностью имеющихся снимков. Жаль, Стрелец заканчивыается, а то бы еще чего-нибудь умного написал.
Сергей! я не силен в УЗК, но как показала практика когда пытались ультразвуком померить толщину плакированного слоя из нержавки, СФФ сильно влияет на скорость. Т.е. если СФФ неоднородно во всем объекте то в разных точках показания толщины получались разные, хотя в действительности были одинаковыеЕще подумал. Это сталь. И это не аустенит. Не думаю, что на 2мм будет такое уж затухание.
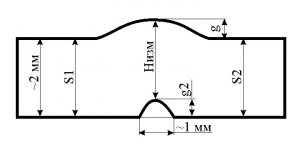
по КД максимальная высота усиления шва 0,5 мм по факту не превышает 0,4.
Если делать эмитатор выпуклости вогнутости шва его размеры получаются смешными.
и я боюсь что если я с ним пересвечу то все на.....р забракую
Сергей! я не силен в УЗК, но как показала практика когда пытались ультразвуком померить толщину плакированного слоя из нержавки, СФФ сильно влияет на скорость. Т.е. если СФФ неоднородно во всем объекте то в разных точках показания толщины получались разные, хотя в действительности были одинаковые
СФФ колебалось 2-10%. Толщина наплавки 3-6мм
Эх блин, зря я половину лекций по металловедению прогулялНе сообразил, правда, что такое СФФ, ну да бог с ним. Нержавейка это вульгаризм. Сталь с содержанием хрома более12% не ржавеет. Но это нормальная сталь. Максимум мартенсит. Хром как раз этому способствует. А есть аустенит. Корррозионностойкая тоже. Но еще и кислото и щелочно. В зависимости от состава. За аустенизацию отвечает никель (дорогущий) и азот. Весь кердык в УЗК из-за аустенита. Поэтому твоя наплавка была аустенитной. Дорогая из-за никеля. Хром дешевый. Из хромистых сталей изделия целиком делают. Не знаю, понятно ли написал, ежели что, уточняй.
Понял что к чему: эта чуда ЭП450Ш - сталь не аустенитного класса. Поэтому и СФФ тут нипричем.Эх блин, зря я половину лекций по металловедению прогулял
А наша наплавка была аустенитно-ферритной. СФФ - содержание ферритной фазы
Расшифруйте плизне ВВР а БН
Расшифруйте плиз
Тоже вариант - для работы по неровной поверхности. Недавно помогали с настройкой дефектоскопа для таких ПЭП при контроле сварных точек кузовных деталей. За счет эластичного протектора - шарика с водой - удавалось получить серию эхо-сигналов в довольно "кривых" точках.Umi2010, есть еще одно предложение - подумайте об использовании ПЭП для точечной сварки - высокая частота, диаметр контакта от 2,5 до 5 мм с шагом 0, 5 мм (по выбору), полимерная мембрана, водяная задержка.
нет, в ОСТе написано что глубина вогнутости не может превышать допуска на толщину стенки. а допуск на толщину стенки 0,15 мм, а вот про точность ничего сказать не могу.
"Посмотреть в паспорт" прибора, конечно, не помешает. Но в технических характеристиках импортных толщиномеров указана обычно только дискретность измерений. А в отечественных идет стандартная формулировка, например: "Основная абсолютная погрешность не превышает +/-(0,01h+0,1) мм". То есть производитель гарантирует только верхний предел погрешности при "нормальных" условиях измерения.это легко реализовать на шлифе прямыми измерениями. толщиномером любым измерить с точностью до сотых нельзя, бесполезно время тратить. возьмите паспорт на любой толщиномер и посмотрите погрешность измерения. если удастся получить 0,1 то это замечательно.
в некоторых случаях при относительных измерениях такую точность (0,01) получить можно, но в данном случае ни за какие деньги не получиться.