1. а что такое фокусировка по вашему? какая разница как фокусировать виртуально или физически?Самое главное преимущество ЦФА (цифровая фокусировка апертуры на А1550), что зона фокусировки очень большая, покрывает почти всю зону контроля, чего нет у ФАР.
Вы используете устаревший браузер. Этот и другие сайты могут отображаться в нём некорректно.
Вам необходимо обновить браузер или попробовать использовать другой.
Вам необходимо обновить браузер или попробовать использовать другой.
Режим томографа - он нужен?
- Автор темы Капибара
- Дата начала
Ответить
При обычном УЗ контроле в методике приходится подробно описывать, какие сигналы видны на экране, что зачем следует, какие сигналы нужно учитывать, какие нет. А с ФР, да ещё и с маской контролируемого объекта, всё становится более наглядно.
Не вижу смысла дискутировать на тему, которая уже обмусолена вдоль и поперек. В интернете куча информации. Не вижу смысла тратить на это время. Гуглите.


Вот стандартные ложные отражатели на стыковых сварных швах трубопроводов толщиной от 8 до 20 мм.
При линейном сканировании ( вдоль сварного шва на одном отступе) ложные сигналы присутствуют в одних и тех же местах и мы следим за появлением других сигналов.
К сожалению, нет у меня А-скана на такой шов под рукой. Но при растровом сканировании таких швов классическим ПЭПом, эти три сигнала ( по амплитуде они могут и превышать браковочный уровень) бегают по зоне контроля и детектировать сигнал от дефекта на их фоне очень сложно.
Но эта тема обсуждалась на форуме, причем представителями производителей (Olympus и Kropus).
Представляется, что в рамках текущего обсуждения куда интереснее живые примеры от опытных практиков, подтверждающие/опровергающие преимущества девайсов с ФАР над традиционными.

P. s. если настройка АРД по объекту контроля не нужна и бюджет ограничен (не всегда), узк прибор от акс 1550/1525 норм вариант и для общего развития в том числе, хотя мб SIUI SyncScan (не видел в работе) еще глянуть можно .

Когда сигналы не сливаются в один большой сигнал, наверное, как-то информативнее получается контроль или нет?
а так для информации я могу сказать, что фокусировать дальше ближней зоны можно только за счет обработки при условии сканирования и позиционирования ПЭП. это можно делать обычными ПЭП.
2. а почему сигналы ложные? вот по картинке сигналы 1 и 2 точно в корне шва по линии разделки. при обычном сканировании все тоже- сигналы по координатам где-то в корне. и вот тот же вопрос - эти сигналы от валика или от дефектов в корне? в любом случае ложные сигналы валика маскируют дефекты. вот как этот вопрос решается в ФАР. как он решается в обычном контроле здесь на форуме хватает специалистов с помощью линейки и правильных слов.
Вот бы здесь привести конкретный пример с конкретной картинкой ( картинками) поясняющий почему в ОК (преимущественно, как понимаю, сложной формы) дающим ложные сигналы оценить наличие дефектов девайсом с ФР быстрее и проще чем обычным UT.Режим Томограф имеет глобальное преимущество, когда на сварных швах есть конструктивные ложные отражатели, контроль идет быстро и без головной боли даже у очень опытных дефектоскопистов
Для меня самым очевидным таким объектом для контроля с помощью ФРстали хвостовики лопаток турбины. Извините, с телефона попробовал набросать схему контроля)) и возможное расположение дефектов.Вот бы здесь привести конкретный пример с конкретной картинкой ( картинками) поясняющий почему в ОК (преимущественно, как понимаю, сложной формы) дающим ложные сигналы оценить наличие дефектов девайсом с ФР быстрее и проще чем обычным UT.
При обычном УЗ контроле в методике приходится подробно описывать, какие сигналы видны на экране, что зачем следует, какие сигналы нужно учитывать, какие нет. А с ФР, да ещё и с маской контролируемого объекта, всё становится более наглядно.
Вложения
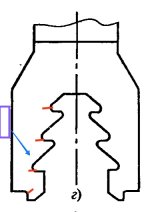
Похоже на то, что здесь супостаты выложили?с телефона попробовал набросать схему контроля)) и возможное расположение дефектов.
Уважаемый dea135!а что такое фокусировка по вашему? какая разница как фокусировать виртуально или физически?
Не вижу смысла дискутировать на тему, которая уже обмусолена вдоль и поперек. В интернете куча информации. Не вижу смысла тратить на это время. Гуглите.
Вот стандартные ложные отражатели на стыковых сварных швах трубопроводов толщиной от 8 до 20 мм.
При линейном сканировании ( вдоль сварного шва на одном отступе) ложные сигналы присутствуют в одних и тех же местах и мы следим за появлением других сигналов.
К сожалению, нет у меня А-скана на такой шов под рукой. Но при растровом сканировании таких швов классическим ПЭПом, эти три сигнала ( по амплитуде они могут и превышать браковочный уровень) бегают по зоне контроля и детектировать сигнал от дефекта на их фоне очень сложно.
Мне кажется, вопрос не столько про дефиниции (что такое фокусировка и чем отличается физическая от виртуальной), сколько про преимущества/недостатки девайсов, использующих ЦФА,PAUT,TFM ... между собой.Не вижу смысла дискутировать на тему, которая уже обмусолена вдоль и поперек.
Но эта тема обсуждалась на форуме, причем представителями производителей (Olympus и Kropus).
Представляется, что в рамках текущего обсуждения куда интереснее живые примеры от опытных практиков, подтверждающие/опровергающие преимущества девайсов с ФАР над традиционными.
Немного юмора:
Берём в руки пэп B2S и крауткремер, видим +- следующую картину: , но вдруг акк сел, берём акс прибор с тем же датчиком и...
, но вдруг акк сел, берём акс прибор с тем же датчиком и... 
кладём обратно в кейс акс и ждём пока зарядится немец
П.с когда-то экспериментально перезвучивали литьё трубу 10хснд 20мм интровизором: сложновато было справиться с нахождением даже расслоений, объемных участков пор, трещин. Для некоторых трещин не смогли найти такого положения решетки, при котором была бы видна поперечная трещина, выходящая на поверхность. А-сканом немцем с SEB2 и SWB45-2 нахождение несплошностей оказалось проще, быстрее. Эксперимент непредвзятый, на сколько хватило опыта.
П.с Был найден неплохой аналог B2S, но непривычно очень лёгкий (на чем сэкономили):
 на практике все равно не дотягивает немцу по лучевой разрешающей способности (вроде правильно назвал) и полиуретановый протектор в 1.5 раза тоньше, плохо скользит, спадывает, быстро приходит в негодность.
на практике все равно не дотягивает немцу по лучевой разрешающей способности (вроде правильно назвал) и полиуретановый протектор в 1.5 раза тоньше, плохо скользит, спадывает, быстро приходит в негодность.
Берём в руки пэп B2S и крауткремер, видим +- следующую картину:
, но вдруг акк сел, берём акс прибор с тем же датчиком и... кладём обратно в кейс акс и ждём пока зарядится немец
П.с когда-то экспериментально перезвучивали литьё трубу 10хснд 20мм интровизором: сложновато было справиться с нахождением даже расслоений, объемных участков пор, трещин. Для некоторых трещин не смогли найти такого положения решетки, при котором была бы видна поперечная трещина, выходящая на поверхность. А-сканом немцем с SEB2 и SWB45-2 нахождение несплошностей оказалось проще, быстрее. Эксперимент непредвзятый, на сколько хватило опыта.
П.с Был найден неплохой аналог B2S, но непривычно очень лёгкий (на чем сэкономили
):на практике все равно не дотягивает немцу по лучевой разрешающей способности (вроде правильно назвал) и полиуретановый протектор в 1.5 раза тоньше, плохо скользит, спадывает, быстро приходит в негодность.
Последнее редактирование:
Чего то я не понял, в чем юмор то? Что не так?друг акк сел, берём акс прибор с тем же датчиком и...
кладём обратно в кейс акс и ждём пока зарядится немец

Наверно, проблема была в неполном прилегании антенной решетки к криволинейной поверхности?П.с когда-то экспериментально перезвучивали литьё трубу 10хснд 20мм интровизором: сложновато было справиться с нахождением даже расслоений, объемных участков пор, трещин. Для некоторых трещин не смогли найти такого положения решетки, при котором была бы видна поперечная трещина, выходящая на поверхность. А-сканом немцем с SEB2 и SWB45-2 нахождение несплошностей оказалось проще, быстрее. Эксперимент непредвзятый, на сколько хватило
D820 d780 L8000, трещина поперечная длиной ~ 120мм, поэтому что-то другое ...Наверно, проблема была в неполном прилегании антенной решетки к криволинейной поверхности?
Если на пальцах: сигналы от несплошностей, ктр в акустическом поле преобразователя, сливаются "в кашу", появляется одна большая горочка (а не лес дефектов) оценить каждый сигнал по отдельности трудоемко, либо невозможно.Чего то я не понял, в чем юмор то? Что не так?
Последнее редактирование:
Отключите режим огибающейсигналы от несплошностей, ктр в акустическом поле преобразователя, сливаются "в кашу", появляется одна большая горочка (а не лес дефектов) оценить каждый сигнал по отдельности трудоемко, либо невозможно.
При контроле сварных соединений ЦФА имеет преимущество на толщинах от 20 до 60 мм перед классическим УЗК. Размеры серийных антенных решеток оптимальны для этих значений и вероятность обнаружения дефектов (особенно зеркально отражающих, развитых по высоте) ЦФА выше чем УЗК. Производительность контроля намного выше.
Но на малых толщинах (до 20 мм) имеются проблемы, которые описаны в отчетах.
Но на малых толщинах (до 20 мм) имеются проблемы, которые описаны в отчетах.
Вложения
Извиняюсь, поторопился. Вот пример:Отключите режим огибающей
P. s. если настройка АРД по объекту контроля не нужна и бюджет ограничен (не всегда), узк прибор от акс 1550/1525 норм вариант и для общего развития в том числе, хотя мб SIUI SyncScan (не видел в работе) еще глянуть можно .
Последнее редактирование:
Извиняюсь, поторопился. Вот пример:
Не вижу каких то проблем. Ну много сигналов ну и что?

Извиняюсь, поторопился. Вот пример:
Не вижу каких то проблем. Ну много сигналов ну и что?
Когда сигналы не сливаются в один большой сигнал, наверное, как-то информативнее получается контроль или нет?
Последнее редактирование:
оно то обсуждалось, но как по мне, то не всем оно зашло. вот я читаюМне кажется, вопрос не столько про дефиниции (что такое фокусировка и чем отличается физическая от виртуальной), сколько про преимущества/недостатки девайсов, использующих ЦФА,PAUT,TFM ... между собой.
Но эта тема обсуждалась на форуме, причем представителями производителей (Olympus и Kropus).
вот вы к этому как относитесь? - похоже, никак, оно прошло мимо, а вы тоже обсуждали. мы так все можем обсуждать без пользы. а тут важны нюансы и их понимание, картинки тоже важны, но если мы не понимаем физики, то интерпретировать картинки вряд ли сможем. вот поэтому в развитых странах сбор информации поручают менее квалифицированному персоналу: не все понимают нюансы. желание представить саму картинку как уже готовый результат не верно и если картинки будут, то мы в этом убедимся сами на примерах.Самое главное преимущество ЦФА (цифровая фокусировка апертуры на А1550), что зона фокусировки очень большая, покрывает почти всю зону контроля, чего нет у ФАР. Если дефект в фокусе ФАР то чувствительность и разрешающая способность примерно равная у ФАР на 32 элемента и ЦФА на 16 элементов.
я загуглить могу, это не вопрос. я пытаюсь вам помочь, я то разницу хорошо понимаю. поэтому, если не можете изложить ответ непосредственно, то укажите ресурс на котором рассматривается этот вопрос и где изложено, что метод ЦФА может фокусировать лучше или дальше. смысл нашей дискуссии глубже понять и самим в том числе, поэтому целесообразно делать это более обстоятельно.Уважаемый dea135!
Не вижу смысла дискутировать на тему, которая уже обмусолена вдоль и поперек. В интернете куча информации. Не вижу смысла тратить на это время. Гуглите.
а так для информации я могу сказать, что фокусировать дальше ближней зоны можно только за счет обработки при условии сканирования и позиционирования ПЭП. это можно делать обычными ПЭП.
1. так я точно также делаю и при ручном сканировании, есть места со стандартными сигналами и я смотрю за наличием не стандартных.При линейном сканировании ( вдоль сварного шва на одном отступе) ложные сигналы присутствуют в одних и тех же местах и мы следим за появлением других сигналов.
2. а почему сигналы ложные? вот по картинке сигналы 1 и 2 точно в корне шва по линии разделки. при обычном сканировании все тоже- сигналы по координатам где-то в корне. и вот тот же вопрос - эти сигналы от валика или от дефектов в корне? в любом случае ложные сигналы валика маскируют дефекты. вот как этот вопрос решается в ФАР. как он решается в обычном контроле здесь на форуме хватает специалистов с помощью линейки и правильных слов.
Похожие темы
Поделиться: